

浏览数量: 163 作者: 本站编辑 发布时间: 2016-03-14 来源: 本站
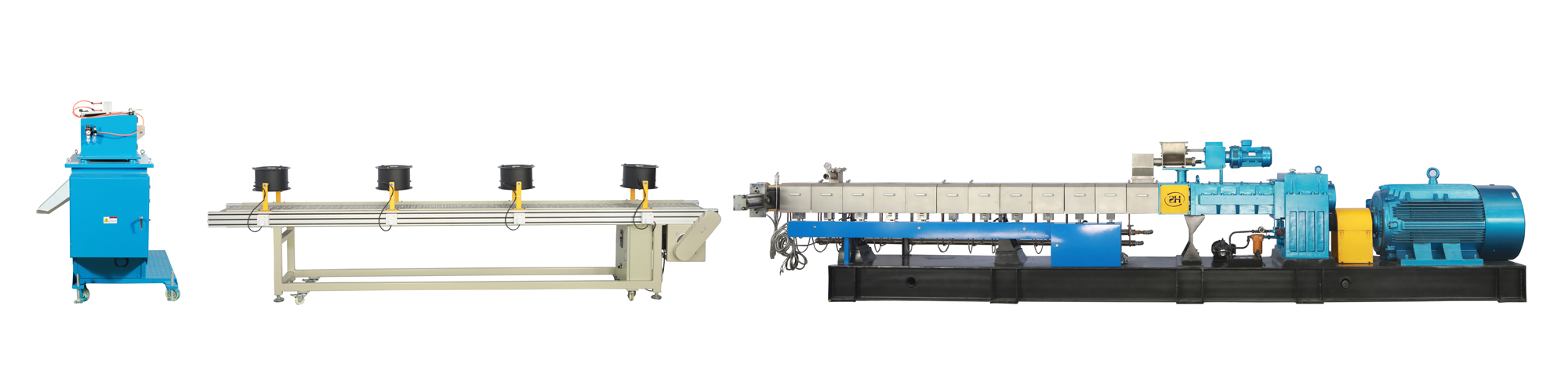
平行双螺杆挤出机的构造及高分子化合物的应用
一、 高聚合配混挤出机种类
(一)同向平行积木式排气双螺杆挤出机

1、解释名称
1) 同向:故名向同一方向旋转。依据顺时针方向。
2) 平行+积木:以水平线平行,积木为单级可以逐节组合成。
3) 排气:可强制真空抽取挥发物。
2、功能
1) 改变高聚合物化学性质。
2) 回收废旧塑料造粒。
(二)单螺杆挤出机(含切粒小车)
1、水平线平行,单根螺杆顺时针旋转。
2、可采取中底部强制真空排气。
3、局部改变高聚合物化学性质,主要功能为废旧塑料回收。
4、辅助双螺杆冷却造粒。
(三)锥双平行双螺杆挤出机
1、 主要功能
1) 硬质PVC风冷造粒(PVC型条)
2) 软质PVC片材(硬质也可以)
3) 木塑型材挤出
总结:它的特点是大良下料,利用锥形特点形成超大压力使其塑化,但塑化有限。
(四)各类辅机
1、混料机
1) 高速混合机:有低速400转/分-----900转/分,高速混合,主要作用为矿物质填充料、色母料、木塑料、及弹性体料。
2) 高低冷混:同上,其作用利于冷却混合物不结团,对于螺旋上料机有帮助。
3) 立式混合机:zui高转速转/分,属于初级混合物,主要为工程料加少许助剂。
4) 卧式混合机:zui高转速35转/分,属于大生产量式初混物,易出料。主要为低浓度色母及TPR浸油,主要是TPR加发泡剂使用。
5) 立式匀化仓:zui高转速17转/分,同上立式混合机,增多功能是大生量同批次,质量同等,起到匀化的作用。
2、切粒系统
1) 冷拉切粒:龙门切粒机 LQ25、LQ60
悬臂切粒机 LQ100、LQ300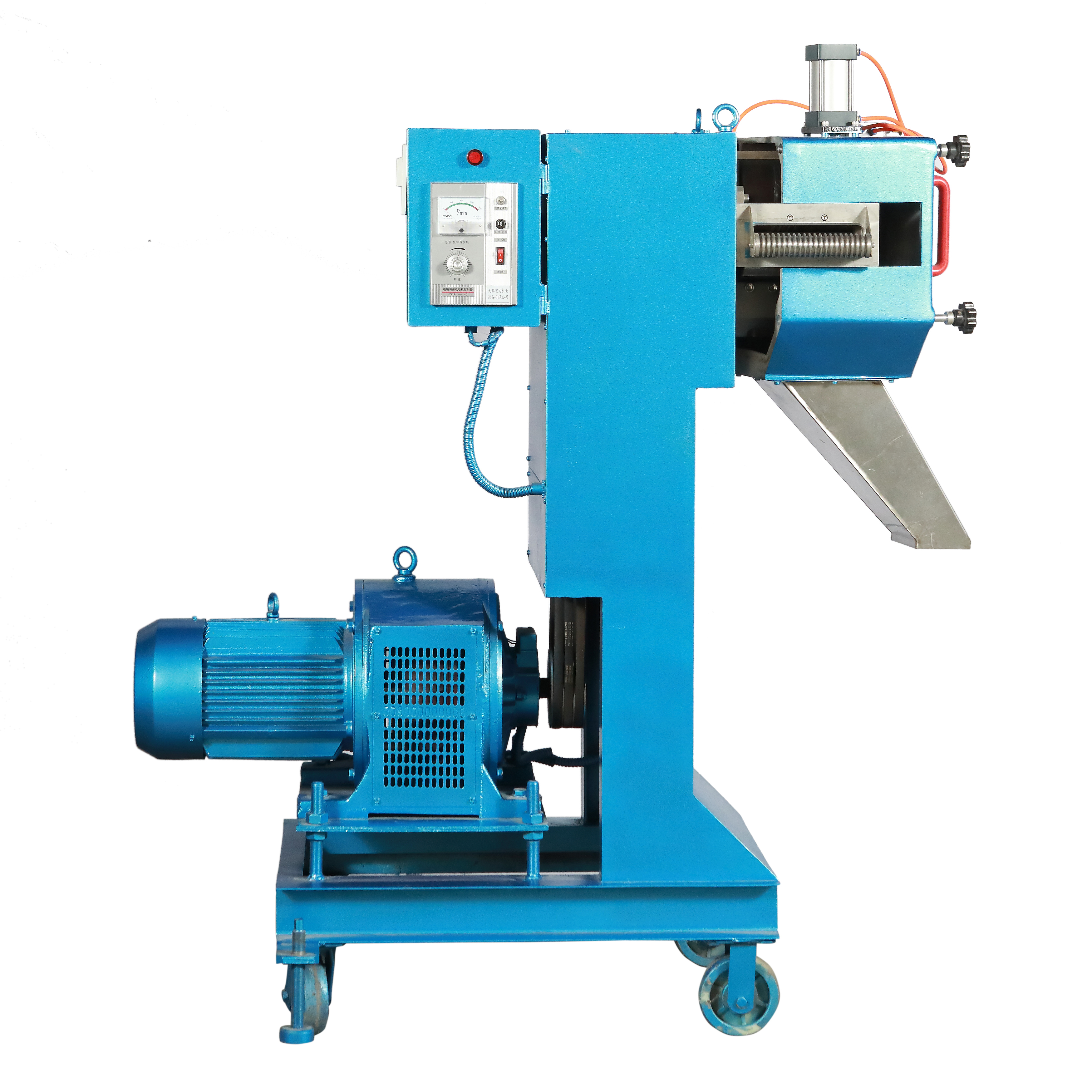
软胶切粒机 LQ500、LQ900

进口切粒机
2) 热切粒:风冷模面切粒
水环模面切粒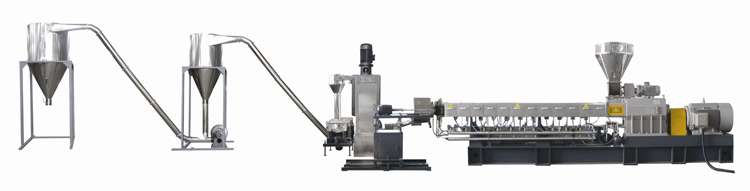
水下水中切粒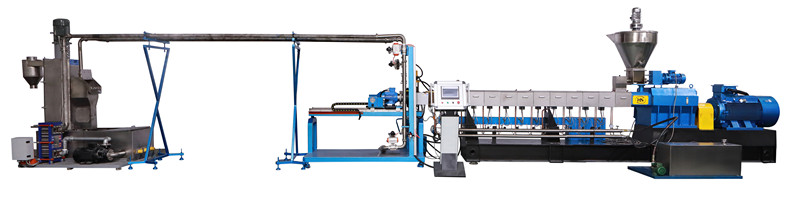
3) 风拉切粒:拉条输送带
二、平行双螺杆挤出机混合物范围
(一)共混类(举2种例)
1、PP/PE 共混,主产品为复合膜
1)建议:长径比44:1
2)水冷拉条切粒或水下切方式
3)螺杆组合偏强,因为两种物料温度有差异,需要通过强剪切来完成相容。
2、PC/ABS 共混,也叫合金料,主产品为手机壳或电视机壳。
1)建议长径比36:1或特殊48:1
2)水冷拉条切粒
(二)矿物质填充
1、PE+CaCO3 20-85%,主要是吹膜
1)建议长径比48:1
2)风冷模面热切
3)组合要强,特别重要是高混机混料工艺和时间。
2、PP+ CaCO3 20-85%,主要是膜和包装制品
1)建议长径比44:1 或48:1
2)水冷拉条或水环切粒,才可以用水下切粒方式。
3)组合要求强,也是高混很重要,同时报配置一定注重PP含量。
3、PE+钛白粉+滑石粉+VPE,主要是膜或尿不湿膜
1)建议长径比48:1
2)水环切粒或水下切粒
3)组合适中,不能太强,混料很重要,具体困难时下料难,影响产量。
(三)色母
1、彩色粉母粒(PS、ABS、PE、PP等)
1)建议长径比44:1 色种
2)水冷拉条切粒
3)组合要强,混料重要
2、白色用(PE+钛白粉+滑石粉)
1)长径比 44:1
2)水冷拉条切粒方式水环切粒
3)组合要强,混料重要
3、黑色母(PE+炭黑+ CaCO3)
1)建议长径比 48:1
2)水环切粒方式
3)组合要强
(四)工程改性料
1、尼龙+纤
1)建议长径比 40:1
2)水冷拉条切粒,如需短纤必须通过侧向喂料来完成。
2、PS、ABS、+PP等改性
1)建议长径比 40:1
2)水冷拉条切粒 简单
(五)回收造粒(熔融加工)
1、PE、PP薄膜回收
1)破碎清洗(或不清洗)
2)建议用单螺杆子母机造粒
3)双工位不停机换网加大,可以过滤杂质。
4)水冷拉条切粒或水环切粒
2、PET (膜或瓶料)
1)破碎、清洗、干燥
2)建议长径比 36:1
3)一定要采用双真空排气,机头尽可能采用四铰链快开水拉条
4)组合要弱
回收塑料种类很多,其他就不多举,具体问题,具体回答。
(六)电线电缆料
1、最主要是PVC料
1)无论是硬质或软质,电线电缆还是各种照片,管件制品都可采用双级机组。
2)长径比 32:1 或36:1 单螺杆7:1 可以
3)风冷热切方式
2、化学交联及硅烷交联不做复杂解述。
三、平行双螺杆挤出机构造解述
(一)减速箱
1、所谓减速,依据电机等级,分为4级电机1485转/分,6级电机960转/分,所以减速箱比分为3.5:1,;3:1;2.5:1;1.5:1,也就是通称螺杆转速为:400转;500转;600转;800转;1000转,实际转速没有精确。
2、A型箱:主要转速为400转或500转;
B型箱主要转速为400转、500转、600转;
C/D主要转速为600转、800转。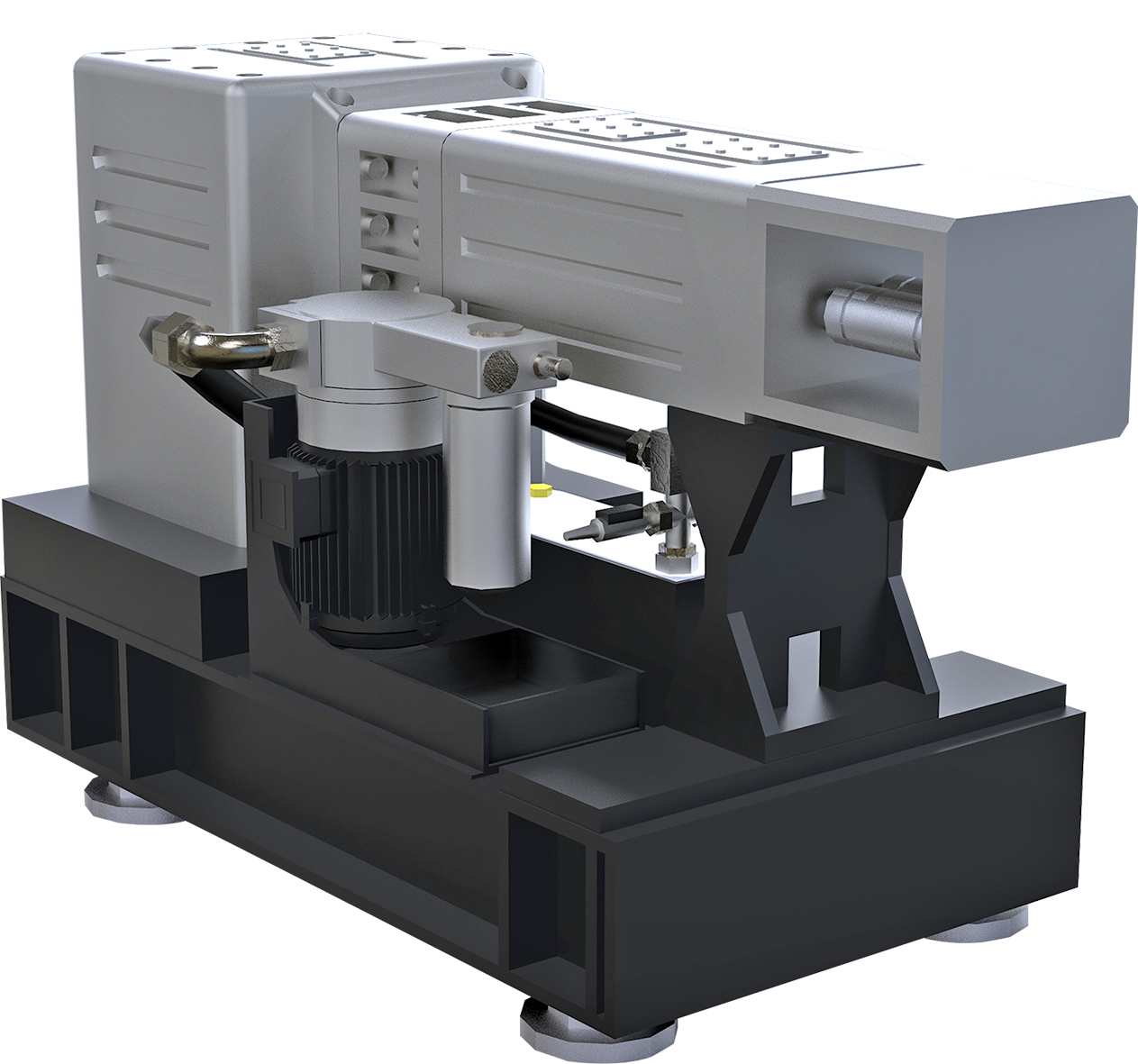
三种类型主要区别于扭矩,也就是单位面种承受的压力/牛顿。A型在100-400之间;B型在400-800之间;C/D在800-1400之间,关于在于扭矩越大,电机配置越大,也就是承载电流越大,故而产量随之变大。
3、减速箱齿轮轴构造主要由输入轴(连接电机)引入动力,由小齿轮转于过桥,同时转于A轴,再由过桥转于B轴。A、B轴同时运输,朝于同一方向运转,所有A型、B型、C/D型都一样构造,区别在于摩数及余手齿度。这个问题不展开讲,总体减速箱也就3个方面。
(二)筒体:分三种,38材质整体,α101合金衬套,6542整体套,具体不展开讲。
(三)螺杆:故名芯轴+螺纹元件
(四)杂文:
1、密炼机
密炼机是在开炼机基础上发展起来的一种高强度间隙混合设备。密炼机的混炼室也就是通常讲混合区,塑化区,混炼室是密封口,不漏料,也可加液体,所以省人工。加热以前是蒸汽的,现在是油加热,油冷却。

2、连续转子混炼机(fcm)
下料口为浅槽型螺槽,混合段为两个,此型物中间连接槽浅,出料口为下放,螺杆为平面,挤出为片型物料状,优点是通用性好,高混填充,热塑性,橡胶等,缺点是不能自洁,清理麻烦。